Design of Instrument Air System
Every plant requires instrument air system for some form of pneumatic control. The design of the design, sizing and distribution of instrument air is different from plant to plant depending on the location, the environment, and the number of instruments to be supplied instrument gas.
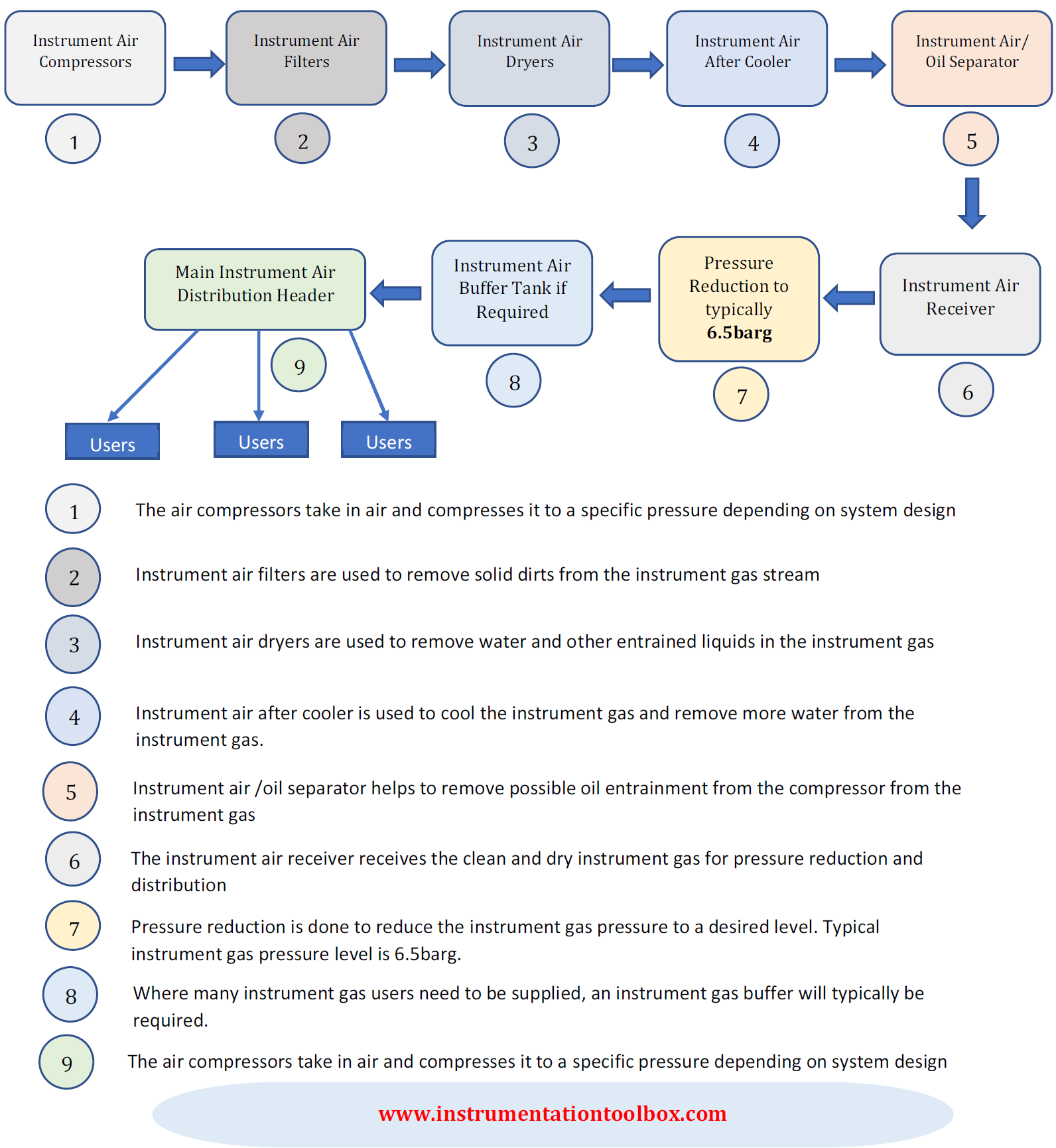
Below is illustrated a typical instrument air system design that you will find in a typical plant. Note that the blocks 1 to 5 illustrated in the schematic below are typically part of a vendor package. The vendor supplies these units as a package:
Sizing and Distribution
Normally, instruments in the unit requiring an air supply will be fed from carbon steel air headers or sub-headers. Take-off valves in all Unit areas will be provided by piping on the instrument air main header.
These take-off valves will be installed at each rack column. Connections to instrument air main headers will always be at the upper section of the pipe. Branch-off points for future extensions in an instrument main header will be provided with an isolating valve and plug.
The sub-headers will be provided with drain valves at low point and at dead ends and are to be sized in accordance with the following table:
|
No. of Instrument Air
Users |
Nominal Diameter |
|
1-6 |
1/2" |
|
7-12 |
3/4" |
|
13-25 |
1" |
|
26-50 |
1 1/2" |
|
51-100 |
2" |