Custom Search
The valve positioner is a critical component in the control valve loop as it helps to accurately position the valve during the control process. However, failure to calibrate the positioner accurately could lead to wrong valve positioning which could in turn have significant impact on the process where the control valve is being used. Imagine supplying a customer natural gas at 5barg through a control valve controlled by a controller taking signal from the supply to the customer. If pressure suddenly goes to 7barg and the controller gives a signal to the control valve to close more to bring the pressure to 5barg, if the control valve is wrongly positioned and fails to close more, we could be giving the customer more than 5barg! This could be catastrophic and lead to undesirable consequences.
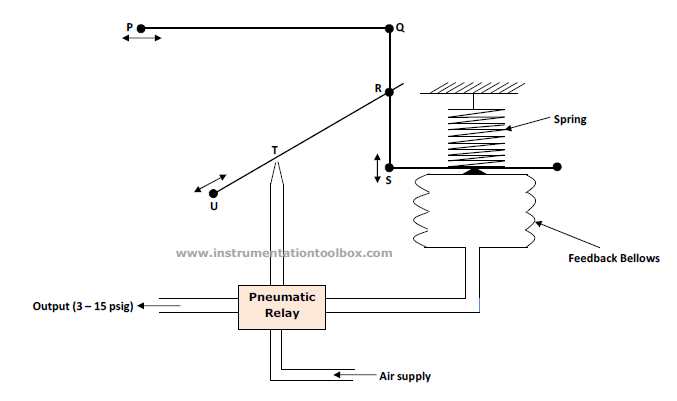
In view of the importance of a positioner in accurately positioning the control valve plug, the need to accurately calibrate the valve positioner cannot be over emphasized. The set up below illustrates the basic components required to calibrate a control valve positioner:

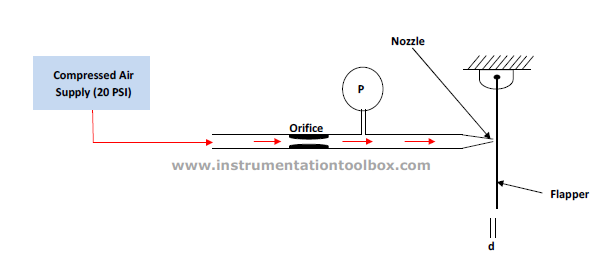
Before studying this procedure, read : How a Pneumatic Valve Positioner Works
Procedure for Calibrating a Pneumatic Valve Positioner
Step 1
Shut off the supply pressure to the valve positioner. Connect or reconnect the necessary tubing from the valve positioner output to the actuator supply connection. Connect the input to the valve positioner and set the input signal value at mid-range.
Step 2
Move the flapper assembly to approximately position 6 in the proper operating quadrant of the beam (direct or reverse acting), and apply supply pressure to the valve positioner. The 0 degree index marks on the rotary shaft arm should align with the case index marks as shown in diagram below and the actuator should be at its mid-travel position. If not, first check for loose linkage or improper cam installation. A minor nozzle height adjustment might be necessary to make the desired input signal value correspond to the starting point of travel.
 |
| Positioner Beam and Arm Index Marks. Photo Credit: Fisher |
Step 3
Apply an input signal equal to the low value of the input signal range. If your positioner is a 0.2bar – 1.2 bar range (3 to 15psig) input range, set the input to 3psig. Loosen the nozzle locknut and adjust the nozzle until the actuator moves to the proper end of its travel. Changing the nozzle position is intended only as a means of zero trim adjustment. Whenever nozzle position is changed, the zero reference point is changed.
Step 4
Apply an input signal equal to the high value of the input signal range (15psig, if using a 3 to 15psig positioner) and observe the actuator stem travel. If the stem travel is short of its expected range, increase the travel by moving the flapper assembly to a higher number on the beam. If the desired stem travel occurs before the input signal reaches the high value of the input signal range, decrease the travel by moving the flapper assembly toward a lower number on the beam.
Step 5
Repeat steps 3 and 4 until the correct travel is achieved. Each time the flapper assembly position is changed in step 4, repeat step 3 to provide proper zero. Note that Moving the flapper assembly toward zero on the beam scale decreases stem travel.